
测量检具及装配工装的非标设计
订阅
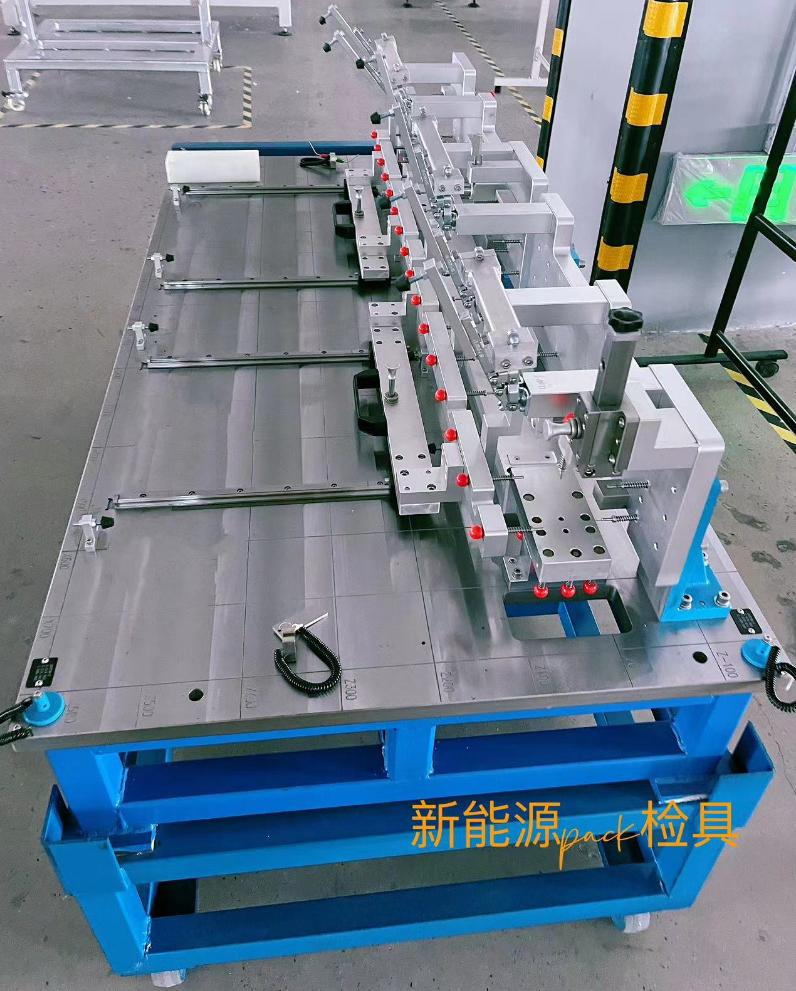
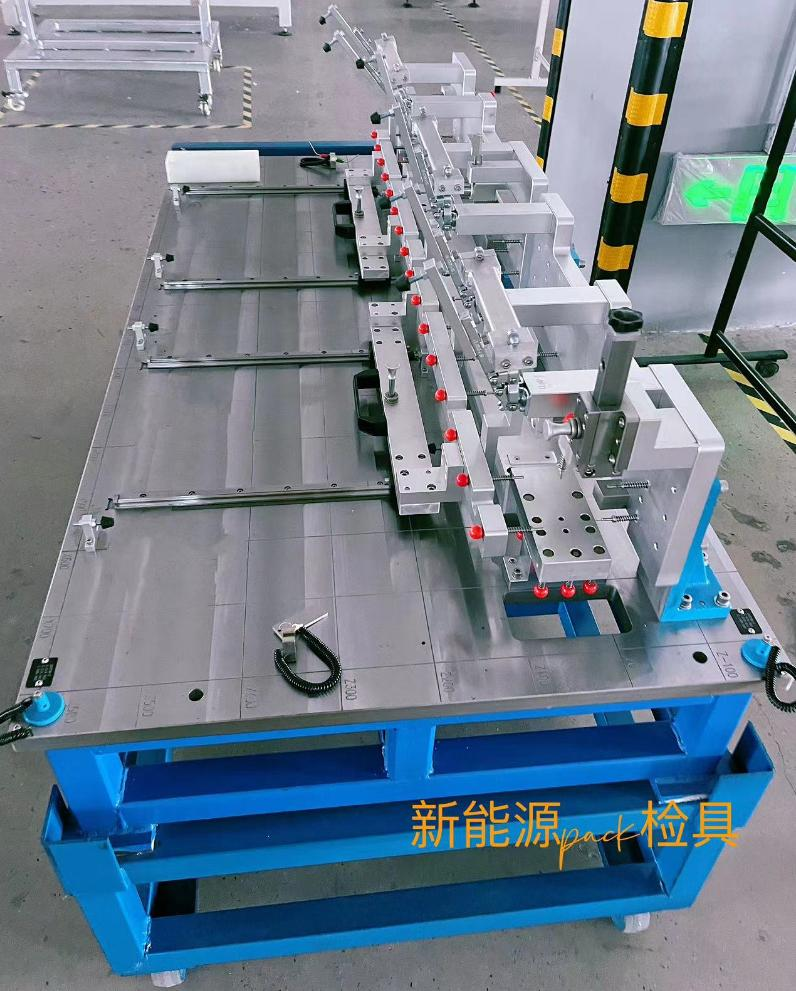
测量检具及装配工装的非标设计,是为满足特定产品的检测精度、装配效率或特殊工艺需求而进行的定制化设计,其核心在于 “针对性解决标准化工具无法覆盖的场景”。
测量检具及装配工装的非标设计,是为满足特定产品的检测精度、装配效率或特殊工艺需求而进行的定制化设计,其核心在于 “针对性解决标准化工具无法覆盖的场景”。以下从设计原则、流程、关键要素及行业应用等方面详细解析:
一、非标设计的核心原则
非标设计需平衡功能性、经济性与可靠性,具体遵循以下原则:
1. 以 “产品特性” 为导向
- 适配性优先:需完全匹配被检测 / 装配产品的结构(如异形曲面零件的检具需贴合其轮廓)、材料(如检测软质塑料件需避免刚性接触导致变形)及精度要求(如航天零件检具的定位误差需≤0.005mm)。
- 工艺匹配性:装配工装需与生产线节拍、操作方式适配(如自动化生产线的工装需兼容机器人抓取轨迹,手动装配工装需符合人体工学,减少操作人员疲劳)。
2. 精度与成本的平衡
- 精度分级设计:关键尺寸检测(如轴承内孔直径)采用高精度定位组件(如精密导轨、千分表),非关键尺寸(如外壳边缘圆角)可简化为通止规检测,降低成本。
- 经济性方案:优先选用标准件(如气缸、直线导轨)减少加工量,对复杂结构采用 “焊接 + 局部精加工” 替代整体锻造(如大型框架类工装)。
3. 安全性与操作性
- 安全防护:装配工装中涉及动力源(如气动、液压)的部分需设计防护罩(如防止夹伤的红外感应停动装置);检测检具的尖锐部位需做倒角或包覆处理。
- 操作便捷性:检具需设计快速装夹结构(如卡扣、磁吸定位),减少工件装卸时间(目标:单件检测时间≤30 秒);工装操作手柄的位置、力度需符合人体工学(如手柄直径 30-50mm,操作力≤50N)。
阅读全文








请先 登录后发表评论 ~